|
�Ϻ��A�r�x���O(sh��)������˾����(y��ng)ZYP-200�����D(zhu��n)�[������ʽ��ĥ����C(j��)
�m�÷��������١��ǽ��ٲ��ϵij�ƽ�澫����ĥ�����⡣
�� �c(di��n)��
1��ճ�б�ĥ�������ϵ��d�ωK���ɔ[��֧�μ��ϵĜp��늙C(j��)���o���{(di��o)�٣��(q��)���d�ωK��ʹ�䲻Փ�ηNԭ�������ӵ����D(zhu��n)���������������d�ωK�����D(zhu��n)����(d��o)�±�ĥ��������ĥ����ƫ�Ć��}������ʹ“TTV”——Ƭ�����w���׃��Խڅ׃С��
2��ճ�б�ĥ�������ϵ��d�ωK֧�μܣ�������(f��)�[���b�ÿɌ��F(xi��n)5�Ƚǵ����Ҕ[�ӣ���[���l�ʟo�����{(di��o)�������ɔ[�����[������ĥ�P���⏽��ͬ��Ҳ�ǽ�Q��ĥ�����������w���׃����TTV�����}������]�������d�ωK�������D(zhu��n)�b�ã������F(xi��n)�d�ωK�r�D(zhu��n)�r���D(zhu��n)���S�C(j��)��r����ʹ�d�ωK���Ҕ[��Ҳ���ĸ����Ͻ�Q “TTV”���}��
3����ĥ�P������P�����P�Ɍ��F(xi��n)���}���{(di��o)�Ƽ��g(sh��)�����ĺ㹦��ݔ���Դ���Ƶğo���{(di��o)�����D(zhu��n)��
4���d�ωK���D(zhu��n)��늙C(j��)�(q��)�ӟo���{(di��o)�٣����ɷքe��(d��)���{(di��o)�أ�
5���d�ωK֧�μܔ[����늙C(j��)�(q��)�ӟo���{(di��o)�٣����ɷքe��(d��)���{(di��o)�أ�
6��LED�@ʾ��ĥ������P�D(zhu��n)�٣�
7���b�п��O(sh��)������Ӌ�r�@ʾ���ԄӶ��r����
8������һ�������K���Á�������ĥ�P��ƽ���ȣ�
9���b��ĥ���^�V�����ɞV��ĥ���г���(bi��o)�Ĵ��w��ĥ�ϣ�
10���C(j��)�����װ�������T�X�����������������ò��P䓲��|(zh��)����ĥ�P���T�F���|(zh��)������P���T�X���|(zh��)��
11��ĥ���P�·�ˮ�۵װ���һ���ǶȵăAб����ˮ�ڣ���ʹ��ĥ�r�ij���ĥ������������ˮ�ڣ����p�p�˲��������ʣ��ĥ�ϵĄڄӏ�(qi��ng)�ȡ�
���g(sh��)ָ��(bi��o)��
��ĥ�P������Pֱ����203����
���P�D(zhu��n)�٣�0��300�D(zhu��n)/�� �o���{(di��o)��
���ĥ��ֱ����75����
�d�ωK����λ�ã�2�����ɰ��͑��������������ο������Π���d�ωK��
���r������99�r59���
1����늙C(j��)���ʣ� 245��
4���p��늙C(j��)���ʣ�40�ߣ���Ӌ��
�d�ωK֧��݆�D(zhu��n)�٣�0��900�D(zhu��n)/��
�d�ωK֧�μܔ[���l�ʣ�0��30��/��
�d�ωK֧�μܔ[�ӽǶȣ�5��
� Դ������220��
�� ����60����
���ͳߴ磺580×400×410�����ף�
|
���o���O(sh��)��ؼӉ���sճƬ�C(j��)����ĥ������ճ�����d�ωK�ϣ��ٌ��d�ωK����֧�ܵăɂ���(d��o)݆�С���ĥ�r���T�F��ĥ�P������ԓ�C(j��)���D(zhu��n)�w���бP�ϣ�����r����ĥ�Pȡ�£����T�X�Ē���P���ڱP����ճ�ӟo�������|(zh��)�Ē���|�������ڻ��D(zhu��n)�w���бP�ϡ���ĥ�r���o���O(sh��)�䔇��ѭ�h(hu��n)�Ì����úõ���ĥҺ������ĥ�P�ıP���ϡ��_�C(j��)ʹ��ĥ�P����P���D(zhu��n)��������������ĥ���⣩�ĕr�g���ٴ��_�[��֧�ܺ��d�ωK���D(zhu��n)�_�P(gu��n)���{(di��o)�Ô[���l�ʺ����D(zhu��n)�ٶȣ����Ɍ��F(xi��n)�Ԅ���ĥ�⡣���Ͻ�B����ԓ�C(j��)�IJ����^�̡�Ȼ�����@������Ҫ���ǣ��@Щ�����P(gu��n)ϵ����Ό��F(xi��n)��ĥ�����ϵ�ƽ�жȺ�ƽ���ȵġ�
|
|
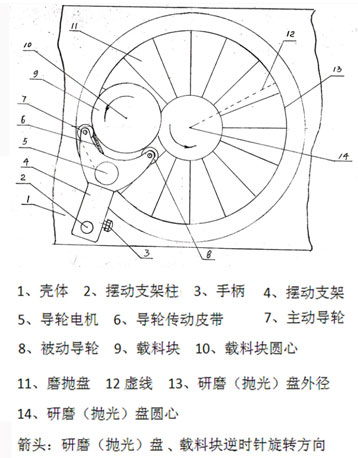
ĥ���P��11���ĈA�ģ�14���D(zhu��n)�Ӿ��ٶȞ���ĥ���P�⏽��13���D(zhu��n)�Ӿ��ٶȞ����̓����12�����w�����P�棬���D(zhu��n)�Ӿ��ٶȳ������ɈA�����⏽׃�����d�ωK��9���A�ģ�10���D(zhu��n)�Ӿ��ٶȞ鳣��(sh��)����(d��o)݆늙C(j��)��5����o��׃�ٿ��{(di��o)�����ӌ�(d��o)݆��7���D(zhu��n)��(sh��)0��900�D(zhu��n)/�֡�֧�μܣ�4���[�ӽǶȞ�����5�ȡ���1����ԓ�C(j��)�Ě��w����2���[��֧��������3����֧���{(di��o)���ֱ���7������(d��o)݆�c늙C(j��)�Ă���Ƥ�����ڃɌ�(d��o)݆֮���g���d�ωK������ʹ֮�cĥ���P����|������֮�g��ĥ���϶��a(ch��n)��Ħ��������ĥ���P���潛(j��ng)ĥ���C(j��)�Ӻ��ֹ���ĥ���ɣ���ҕ��ƽ�����`��ӽ����㣬�d�ωK��������Ҳ�ǽ�(j��ng)ĥ���C(j��)�Ӻ��ֹ���ĥ���ɣ�ͬ�ӿ�ҕ��ƽ���Ƚӽ����㡣ͬ�r���d�ωK�ڃɂ���(d��o)݆֮�g���������������´�ֱ�����������������������d�ωK�ɼ����a�{(di��o)���������ԝM��ĥ�����ϵĹ�ˇҪ�������@Щ�l���M����҂����Լ��о���������������ĥ�����ϲ�ƽ�в�ƽ���Ć��}��������ԓ�C(j��)�Ĺ���ԭ��������ν�Q�@һ���}�ġ����ψD��ʾ��ĥ���P�D(zhu��n)�ӕr��A�ĵľ��ٶȞ��㣬���⏽�ľ��ٶȞ�������ٶ���ĥ�����ϕr����ҕ����ĥ����·�����L�ȣ�����(d��ng)�d�ωK����ײ�����ճ�б�ĥ�����ϣ����ڃɌ�(d��o)݆֮�g���cĥ���P���|��ͬ�r�_������ѭ�h(hu��n)�����P���ϴ���ĥҺ������r�_���Ԅ��Ԅӵ������ђ���Һ���ڒ���|�ϣ���Ȼ���_�����Դ�_�P(gu��n)���{(di��o)��(ji��)ĥ���P���D(zhu��n)�٣�ʹ֮�D(zhu��n)�������@�r���}�ͳ��F(xi��n)�ˣ����y(t��ng)��Ҋ��ĥ���C(j��)�ăɂ���(d��o)݆���DZ���݆���o늙C(j��)���(q��)�ӡ���(d��ng)�d�ωK���������ڱ�ĥ�����cĥ���P֮�g��ĥ�����r���d�ωK�Dz��D(zhu��n)�ӵġ���ôʲô�r��ĥ����С�������أ���ĥ�_ʼ�r�����ڱ�ĥ���������и��Ƭ�ģ��и����ڱ�ĥ���Ϝ\����ĺ��E�����C(j��)е�p���ӣ����c(di��n)�ߵ͠���c(di��n)���|ĥ�P���棬��ˣ�Ħ����С���d�ωK������ʹ�d�ωK���D(zhu��n)�ӡ���ô�p�p�d�ωK���������Ϳ����D(zhu��n)���ˆᣬҲ���ԣ�������ĥЧ��̫�ͣ����m�ϲ��á����g�^�̕r�������c(di��n)�ߵ�䏺۱�ĥ������ĥ�����c��ĥ�P����|��e����Ħ���������d�ωK�ڣ��D(zhu��n)�ӵ�ĥ���P�A���c�⏽�ģ����ٶȲ������º�ĥ�ϵ������£�ʹ���gĦ�������^�d�ωK�����r���d�ωK�����D(zhu��n)���������r����ĥ��Y(ji��)���r�������ڱ�ĥ�����ϱ��汻��ĥڅ��ƽ������ƽ�������r��Ħ�����p����С���d�ωK�����r���d�ωK�ֲ��D(zhu��n)�ˡ���ˣ���(d��ng)�d�ωK���D(zhu��n)�r����(d��o)�±�ĥ���Ͽ�ĥ���P�A��̎����ĥ��·���̣�����ĥ���P�⏽̎����ĥ��·���L���@�������̓����12�����ψD����ʾ������ĥ���P����D(zhu��n)�Ӿ��ٶ����ɱP�ĈA�����⏽������׃�����¡��Y(ji��)���DZ�ĥ���Ͽ��A�ĺ��⏽�����҂��Q��Ƭ�ӣ���ĥ���ϣ�һ߅��һ߅����Ƭ�ӵ�ƽ�ж��ǟo�����C�ġ��@�ڰ댧(d��o)�w�ИI(y��)�����ИI(y��)�������ǽ^�������S�ģ�Ƭ�ӵ�ƽ�жȌ���������������·���ИI(y��)��һ�����̵ļ��g(sh��)ָ��(bi��o)����ˣ���ĥ��Ƭ�ӕr���d�ωK�oՓ�Εr��Ҫ�D(zhu��n)�����������ܱ��CƬ�Ӳ���ĥƫ�����ǣ���ƽ�жȶ��ԣ�������Ƭ�ӵă����f�ġ�����Ƭ�ӵ�һ�汻ĥƫ�ˣ��ٷ��D(zhu��n)ĥ��һ��r��Ҳ��ĥƫ����ô��ƽ�жȾ͟o��Մ���ˡ����ԣ���(chu��ng)�¾͏��@���_ʼ��ԓ�C(j��)��֧���ϰ��b��һ���p��늙C(j��)����Ƥ���(q��)��֧�ܵ�һ����(d��o)݆��ʹ֮�D(zhu��n)�ӣ���Ħ�����(q��)���d�ωK�D(zhu��n)�ӣ��@�������d�ωK���D(zhu��n)�Ć��}��ӭ�ж����ˡ��d�ωK�D(zhu��n)�ӌ��|(zh��)�ǽ�Qĥ���P�D(zhu��n)�Ӿ��ٶȲ���Ć��}���d�ωK�D(zhu��n)��ʹ��ĥ�����cĥ���P�o“�A��”��“�⏽”�Ľ��ޡ��҂����Q�@�ǽ�Q��ĥ���P“�A��”�Ć��}���Y(ji��)���DZ�ĥ�����ϲ���ĥƫ�ˡ����@�H�H�ǽ�Q��Ƭ�ӵ�ƽ�жȆ��}��߀�]�н�QƬ�ӵ�ƽ���Ȇ��}��Ƭ�ӵ�ƽ������ָƬ�ӱ����ֱ���ȶ���ֱ����Ҫ���w����Ƭ�ӱ��档��ĥƬ�ӵ�ƽ����ȡ�Q���d�ωKҪ���Ҕ[��������Ŀ���ǽ�QƬ�ӵ�“�A��”���}���҂�֪��Ƭ������Ϟճ�����d�ωK��ͬ��̎����ճ�ӕrҪʹƬ�ӵĈA���c�d�ωK�ĈA�ģ�10��ͬ�S���@�Ӳ��ܱ��C�d�ωK�����������䣬������ճƫƬ��ʹ�d�ωK����ƫ�ƌ�(d��o)��Ƭ��ĥƫ����Ƭ�ӣ����d�ωK���ĈA����ĥ���r�������d�ωK���[�ӣ�����(y��ng)ĥ���P����һ�c(di��n)���D(zhu��n)�ӵľ��ٶȞ鳣��(sh��)������̎��׃�����ٶȡ��Y(ji��)������ĥƬ�ӵĈA��̎�ĺ�ȕ�����Ƭ�ӵ�߅��̎���҂�����F(xi��n)���Ƭ��“�ĸ�”���Ķ���(d��o)��Ƭ�ӵ�ƽ���ȟo�����F(xi��n)���@����Ƭ�ӵ�ĥ��·����һ������ɵġ���ˣ��҂���ԓ�C(j��)�ϰ��b��ʹ֧��֧����2���[�ӵ�ƫ��݆��(d��o)܉���b�ã�ʹ֧�ܣ�4������5�Ȕ[�ӡ��Ķ���Q��ĥ��Ƭ�ӵ�ƽ���Ȇ��}���ֿ����e�����Ї���ӿƼ����F(tu��n)��˾����ʮ���о���SiC��̼���裩���ƽM���ñ���˾���a(ch��n)��ZYP280�����D(zhu��n)�[������ʽ��ĥ����C(j��)���_������ĥ��SiC���ϣ��������댧(d��o)�w���ϣ���Ƭ��50����ֱ����ĥ������0.7���ף�ƽ�����_(d��)��5�������ƽ�ж��_(d��)��1µm���
|